Construção do Pneu em Verde
A construção do pneu em verde realiza-se nas chamadas máquinas de construção, as quais podem ser do tipo manual, semiautomáticas e completamente automáticas, não exigindo estas sequer qualquer contacto com as mãos de um operador ou mesmo a sua vigilância. Este último tipo de máquinas, com sistemas robotizados, permitem atingir elevados níveis de qualidade e de produtividade.
Existem máquinas de construção para os vários tipos de pneus, tais como velocípedes simples e a motor, motociclos, veículos automóveis de todos os tipos, aeronaves, agricultura e equipamentos para movimentação de terras, portanto pneus das mais variadas dimensões e exigências técnicas.
Fases da Operação de Construção
1. Colocação dos aros de arame dos talões
Numa primeira operação, os aros dos arames dos talões, previamente confeccionados, devem ser correctamente posicionados sobre os aplicadores, de modo a não criar desequilíbrios.
2. Colocação do forro interior (Inner liner – nos pneus do tipo tubeless, ou squeegee, nos pneus que utilizam câmara-de-ar)
O forro interior, de um ou de outro tipo, é colocado sobre o tambor de construção, o qual rodará uma volta completa. No perímetro correcto, o material é cortado com uma faca aquecida e depois as extremidades são cuidadosamente unidas e calcadas com rolete adequado.
3. Montagem da(s) tela(s) de corpo
A extremidade de tela de cord calandrado é colocada sobre o tambor de construção o qual deve efectuar uma rotação completa, no termo da qual a tela é manualmente cortada, de tal forma que o seu perímetro permita uma sobreposição de 2 a 5 cords. A zona de união é então calcada cuidadosamente com rolete adequado.
4. Montagem dos aros dos arames dos talões e viragem
Os aros dos arames dos talões são então instalados automaticamente, com o auxílio dos aplicadores. As extremidades da(s) tela(s) de corpo são então viradas para o interior da carcaça, com o auxílio de um tipo de bladder de borracha que a máquina de construção dispõe. A zona de viragem da tela é então calcada suavemente, com rolete adequado.
5. Montagem das paredes laterais
A pegajosidade da superfície da carcaça pode ser refrescada com uma ligeira aplicação de solvente para borracha com uma esponja. De resto, esta operação pode (e deve) ser efectuada sempre que se verifique ser conveniente, em qualquer fase do processo.
A borracha que vai constituir a parede lateral, previamente preparada e cortada em bisel, é aplicada de cada um dos lados do tambor de construção (primeiro de um lado e depois no outro), sobre a carcaça em construção. O tambor efectuará mais uma rotação completa e então as extremidades serão unidas e calcadas com rolete adequado.
6. Construção da zona do piso
Esta parte da construção pode ser efectuada em sequência ou pode constituir um segundo estágio de construção. Na zona do piso vão ser montadas, alternadamente, cintas e telas de protecção (tudo depende do tipo de construção do pneu) e finalmente a banda de rodagem com a sub-capa.
7. Montagem de cintas
As mesas abastecedoras de cintas aproximam-se do tambor de construção, e o material das cintas é aplicado na parte central da carcaça. O comprimento correcto é cortado com faca aquecida e a zona de união é ajustada correctamente e calcada.
8. Montagem de Telas de protecção
Estas são montadas devidamente centradas sobre as cintas. São, em geral, telas de nylon calandradas com borracha.
9. Montagem do piso (banda de rodagem) e com sub-capa
A borracha que vai constituir a banda de rodagem do pneu, tendo na sua base uma camada de borracha de sub-capa, previamente preparada e cortada no comprimento correcto, com as extremidades biseladas, é puxada para o tambor de construção, com este a rodar, até perfazer uma volta completa. As extremidades do piso são então cuidadosamente unidas e calcadas com rolete adequado. Se conveniente, a pegajosidade das extremidades do piso pode ser refrescada com uma ligeira aplicação de solvente para borracha com uma esponja. No termo da operação, a máquina efectua, automaticamente, uma série de rotações com os rolos calcadores a actuar.
10A. Operação num só Estágio
Se a operação é efectuada num só estágio, a carcaça, mercê de flanges laterais estanques, é pressurizada e a carcaça do pneu em verde sofre uma formação (shapping).
10B. Operação em dois Estágios
Se a operação é efectuada em dois estágios, a carcaça obtida no estágio 1 é reunida automaticamente num tambor flangeado, com o conjunto de cintas, telas de protecção, sub-capa e piso, resultante do estágio 2, o conjunto é devidamente calcado com o auxílio de rolos calcadores, que actuam de forma automática, e no termo da operação a carcaça é também pressurizada e sofre uma formação (shapping).
É assim obtido o chamado pneu em verde, que segue para a Operação de Vulcanização.
Máquinas de Construção
Na Figura 88 é mostrada a clássica máquina de construção da Série 240, do Grupo VMI. Esta máquina é utilizada na construção de pneus com dimensão de jante de 12 a 20 polegadas, com uma intervenção humana mínima. Permite obter elevados níveis de produtividade; um pneu de dimensão média é obtido em cada 53 segundos e uma capacidade diária de produção (3 turnos) de 1200 pneus.
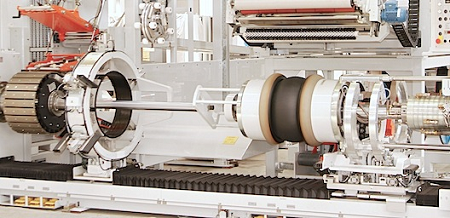
Figura 88 – Máquina de construção de pneus Série 240
Cortesia da empresa VMI Group, Holanda
Na Figura 89 é mostrada uma máquina de construção Modelo Exxium, do Grupo VMI. Esta máquina, altamente versátil, é utilizada na construção de pneus com dimensão de jante de 12 a 24 polegadas, com uma intervenção humana mínima (apenas para colocar os talões). Permite obter elevados níveis de produtividade; um pneu de dimensão média é obtido em cada 40 segundos e uma capacidade diária de produção (3 turnos) de 1500 pneus.

Figura 89 – Máquina de construção de pneus EXXIUM
Cortesia da empresa VMI Group, Holanda
Na Figura 90 é mostrada uma máquina de construção Modelo MAXX, muito vocacionadapara pneus radiais para veículos de passageiros, com um elevado grau de automação. Esta máquina permite construir um pneu em cada 36 segundos e atingir produções diárias (3 turnos) de cerca 2000 pneus e pode construir pneus com medidas de jante compreendidas entre 12 e 24 polegadas.
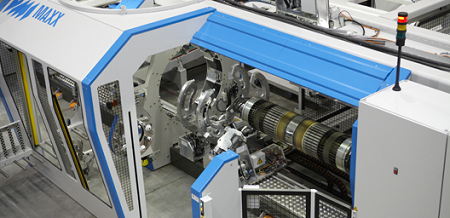
Figura 90 – Máquina de construção modelo MAXX para pneus radiais para veículos de passageiros. Cortesia da empresa VMI Group, Holanda
Para a construção de pneus radiais para veículos de mercadorias com estrutura de aço e para pneus para veículos fora-de-estrada (OTR), também com estrutura de aço o Grupo VMI oferece o Modelo VAST (Figuras 91 e 92).

Figura 91 – Máquina de construção modelo VAST para pneus radiais com telas de aço, para veículos de mercadorias. Cortesia da empresa VMI Group, Holanda
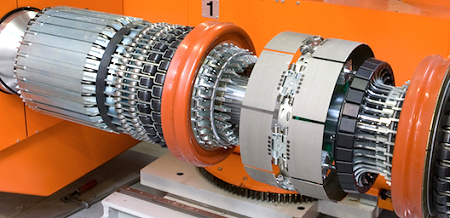
Figura 92 – Máquina de construção modelo VAST para pneus radiais com telas de aço, para veículos de mercadorias: pormenor do tambor de construção. Cortesia da empresa VMI Group, Holanda
Para a construção de pneus do tipo OTR com estrutura de aço, o Grupo VMI oferece a máquina de construção OTR (Figuras 93 e 94). Esta máquina está apta a construir pneus OTR das dimensões 17.5 R25 até 24 R35. Tem a capacidade de produção de 2,5 pneus/hora (dimensão 24 R35).

Figura 93 – Máquina de construção para pneus para veículos fora-de-estrada (OTR) com estrutura de aço. Cortesia da empresa VMI Group, Holanda
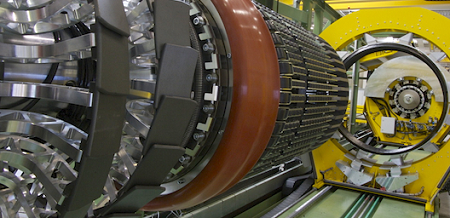
Figura 94 – Máquina de construção para pneus para veículos fora-de-estrada (OTR) com estrutura de aço (Pormenor). Cortesia da empresa VMI Group, Holanda
